Dentro de las operaciones de equipos cónicos, siempre se busca trabajar con la mayor eficiencia posible, es decir, conseguir la mayor productividad y el aprovechamiento máximo de los revestimientos de chancado. Para ello, es esencial definir el momento adecuado de retiro de las piezas de desgaste, y entender que a medida que van desgastándose los revestimientos, van ocurriendo cambios en la capacidad volumétrica. Parte del soporte de Metso es ayudar a identificar el momento adecuado para conseguir un equilibrio entre tonelaje por hora procesada y aprovechamiento máximo de las piezas. Por ello, en este artículo se desarrollarán los factores a tener en cuenta para maximizar la eficiencia en este ámbito.
Diferencia entre cavidad nueva y desgastada
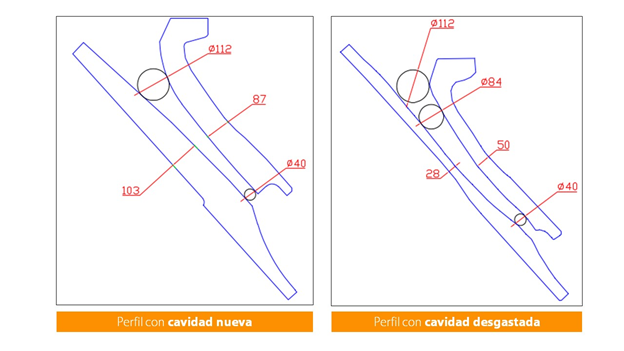
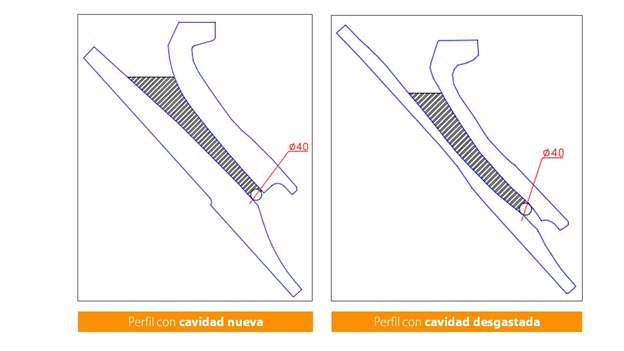
A continuación, se podrán apreciar dos imágenes. Ambas muestran un corte transversal de revestimientos de chancadora bajo dos condiciones: a la izquierda se muestra el perfil sin desgaste (nuevo) y a la derecha, el mismo perfil desgastado luego de trabajar cierto número de ciclos. El perfil desgastado presenta espesores tales que se encuentra por encima del 50% de utilización, por lo que se estima que fue retirado en el momento adecuado. Nótese que ambos perfiles mantienen el CSS en 40mm de diámetro, pero sin embargo el top size 112 ubicado en el perfil nuevo, en la cavidad desgastada se ubica fuera de la zona de chancado, la medida del top size de la cavidad desgastada cambió a 84.