Existen varios tipos de mándibulas para chanadores. Esto con el fin de aumentar o disminuir la producción por hora. Por lo tanto, para la elección correcta, es necesario tener un buen conocimiento de chancado y observar lo que ocurre en el proceso (la calidad de material, la humedad, abertura, entre otras).
Cuando el desgaste de las placas de mandíbula es severo, es un hecho que el rendimiento del chancador no es ideal, debido a que los espacios vacíos entre los dientes se reducen, por ende, la producción se ve afectada .
Esto significa que, en un análisis de costo-beneficio, debe considerarse el cambio de la placa.
¿Cuándo hay que hacer girar la placa de mandíbula?
La situación ideal sería cuando se produce un desgaste uniforme en toda la superficie de la placa de la mandíbula, utilizando todos los dientes de manganeso, lo que elimina la necesidad de ejecutar el “giro”, o cambiar la producción.
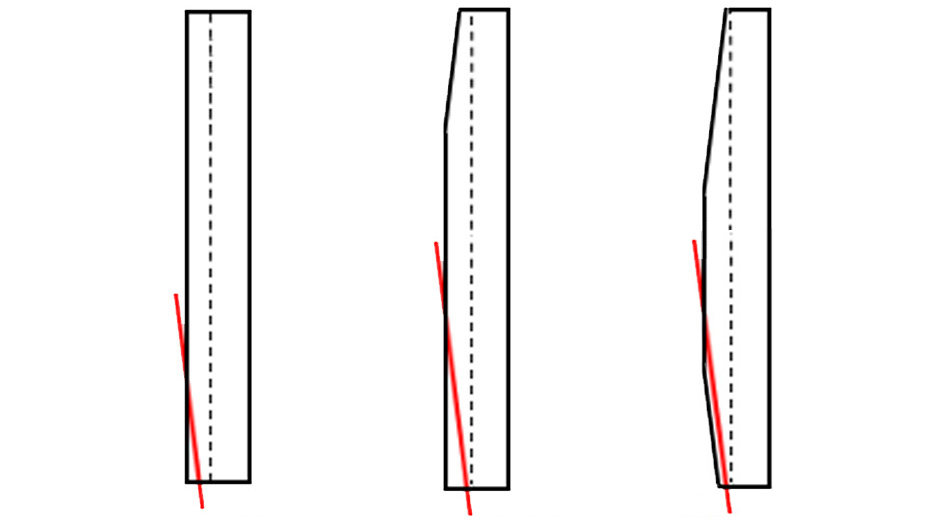
Sin embargo, esto es imposible porque hay áreas en las que no podemos evitar mayor desgaste que en otras, principalmente, debido a la geometría de movimiento de chancado, tales como en la placa de mordaza fija inferior de la punta y la zona central de la placa oscilante de la mandíbula, por lo que una a su vez, debe llevarse a cabo para lograr un mejor rendimiento y uso. Se recomienda un doble giro, dicho de otro modo:
Placa de mordaza fija - Utilizar hasta que el desgaste sea alrededor del 50% en la zona inferior. Luego, realizar nuevamente el proceso cuando el desgaste sea del 90% o 100% n esta nueva área inferior. Concluir con el 50% restante del ciclo de vida de esta extremidad.