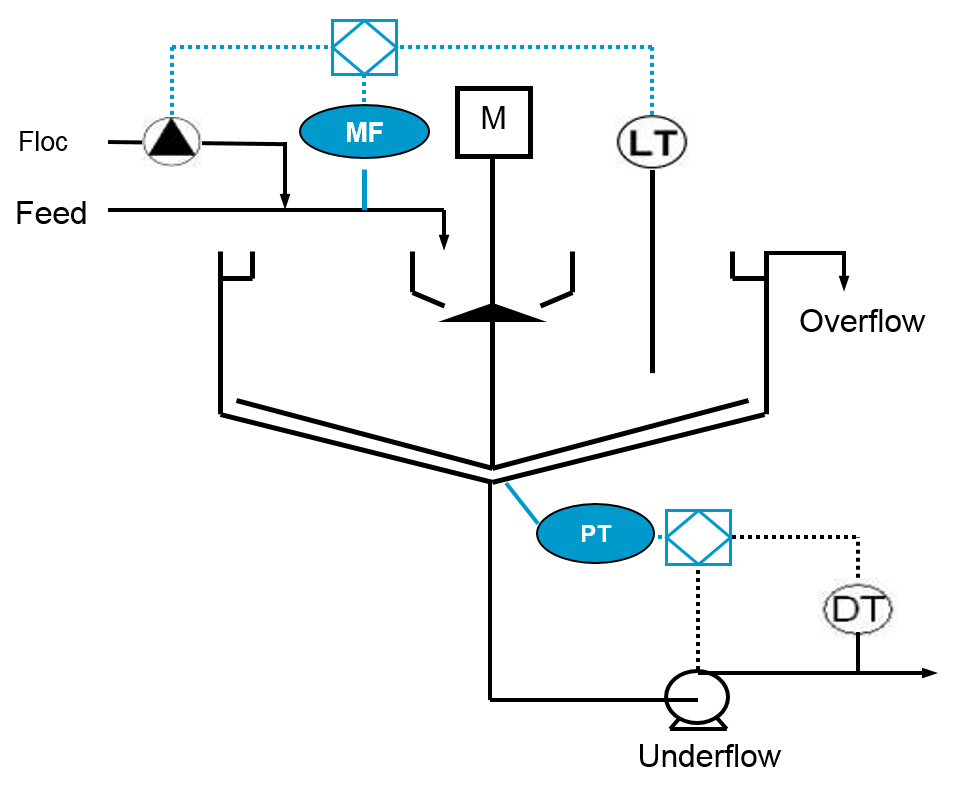
The control of the thickener must accommodate fluctuations in the process stream. This control is achieved by manipulating both the flocculant addition and the rate of underflow pumping. However fluctuations in ore type cause random changes in the required flocculant dosing.
With PID loop control the thickener inventory can be controlled through feedback from either bed level or Clarometer and flocculant dosing can be controlled against mass flow with feedback from bed level. By controlling flocculation and solids inventory, the thickening process is stabilized and consistent, optimum; underflow density can be achieved through manual optimization.
Flocculant dosing
Flocculant dosing should be matched to the mass flow to the thickener with the rate adjusted to suit the ore being processed. Once the optimum flocculant or coagulant is selected the correct range of dosing can be determined. Simple cylinder tests indicate the effect of dosing on the initial settling rate and give a good guide to the effects on the settling rate and overflow clarity, the effects of flocculants on the underflow properties are less obvious.
For flocculant to be controlled the dosing should be well designed and tailored to the site needs. The location of the injection point should be such that turbulence will ensure a good dispersion of the flocculant with the dilution liquor and feed. Multiple points of addition may be require as this usually improves the contact of the flocculant with the system, coagulants should be added early and where froth is present care should be taken to avoid stabilizing the froth with flocculant. Dilute solutions very often give better results however over dilution will increase the up flow rate overriding the benefits of the enhanced settling rate.
In most thickeners’ it is possible to check the efficiency of flocculation through sample observation by sampling the flocculated slurry from the feed well.