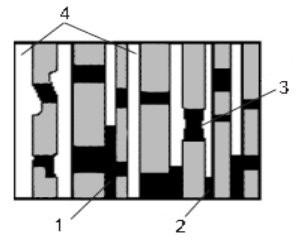
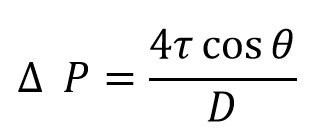
For air to enter the pores the differential pressure must exceed the capillary pressure. This pressure as shown in equation 1 is a function of the pore diameter D, surface tension τ and the solid wetting angle θ. Flotation concentrates generally have a hydrophilic surface and a large wetting angle that increases the threshold pressure.
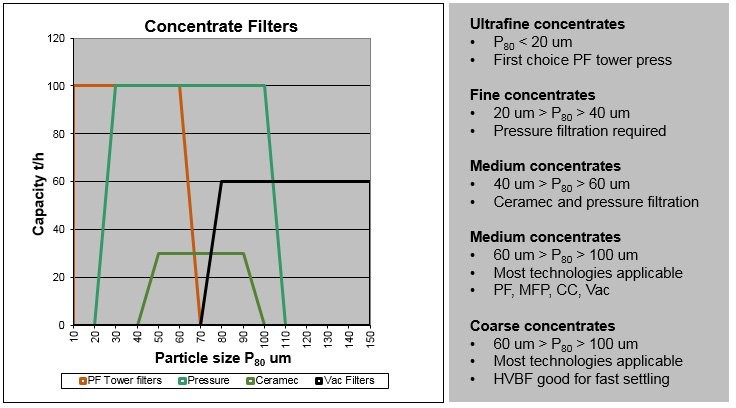
Putting these relationships into context for vacuum filters to be effective with differential pressure of 0.8 bar, vacuum filter possibilities should extend to a mean particle size in the range of 25 to 30 μm.
Pressure filters remain a possibility for dewatering difficult slurries and here a differential pressure of 10 bar, pressure filter possibilities should extend to a mean particle size in the range of 2.5 μm.
In cases where cake moistures are too high they can be adjusted by increasing the apparent pressure during drying either by increasing the available pressure or reducing the cake thickness.
Grade Low grade has a negative effect from several perspectives. The lower solids sg dilutes the cake and requires lower cake moisture to achieve the TML. The gangue may in the case of clays have plate like particles that create tighter pores and the surface properties can have a lower wetting angle also increasing the pore pressure. In general it is best to improve grade but in cases where this is impractical increasing filtration pressure may help to compensate. pH changes (when allowed) and coagulation can have beneficial effects.
Surface chemistry The pH required for the separation of concentrates usually means that they gave a high surface charge. This is generally detrimental to filtration where the best results are achieved when the surface charge is a minimum. Where it is not possible to change the surface chemistry coagulants and flocculants can be effective in improving filtration rates. Flocculants can be effective on vacuum filters where the slurry can be handled gently.
Factors which can be modified to improve filter performance
Feed density With the exception of some vacuum filters where low feed density can be used to produce thin cakes generaly the higher the feed density the better for filtration performance. Low feed densities can significantly impact on both the unit capacity and achievable moisture. Capacity is decreased because more liquid has to pass through the pores in the cake. The consequences of low feed solids go beyond the increased flow in the pores. As liquid passes through the cake fine particles are entrained in the liquid concentrating the fine particles close to the cloth and in extreme case can form an impermeable layer that prevents air passing through the cake. The higher differential pressues from the low feed density may initiate precipitation and accelerate cloth blinding further affecting filtration rates.
Filtration parameters Differing filter technologies have differing parameters that can be adjusted to effect filtration results. In vacuum filters the adjustable parameters are least effective, cake thickness has the greatest effect but can be difficult to adjust. Pressure can be effected to a limited extent. The longer the filter is in drying the more liquid will be removed from the pores but at the expense of capacity. In pressure filters times and pressures are more easily adjusted.
Cake thickness In general the thinner the cake the higher the capacity, up to the point where technical time or the unit function limits capacity. In vacuum filters this is the disc or belt speed which have a practical limit and the cake discharge which requires a minimum thickness to be effective. In pressure filters the cake thickness is largely determined by the chamber depth. Chamber filters have to be completely filled and have no flexibility whereas membrane filters can be adjusted within certain limits.
Cake compression As concentrates become finer the inter particle forces become more significant. As air enters the cake pores with an air water intercace apply forces to the adjacet particles. Where to cake is inadequatly compressed during cake formation these forces lead to cake shrinkage and air bypassing during drying. This shrinking is possibly the most common cause of filter technology failure.
Drying Once the filters enter the drying phase the variables are pressure and time. Pressure should be enough to exceed the capillary pressure without being too high and generating excessive air flow that can damage filter elements and filtrate lines. The time required varies with the cake and pressure. Initialy the liquid is displaced and effective drying occours, next the gas flow helps to break liquid traped in local zones by capillay pressure and then after several minutes drying occours by mass transfer and evaporation and is least effective.
Summary
Material properties
- Improving grade improves filtration and moisture
- Chemistry Eh to zero improves filtration
- Improving Feed density improves filtration
Filtration parameters
- Thinner cakes reduce cake moisture
- Cake compression reduces cake cracking
- Drying pressure should be high enough