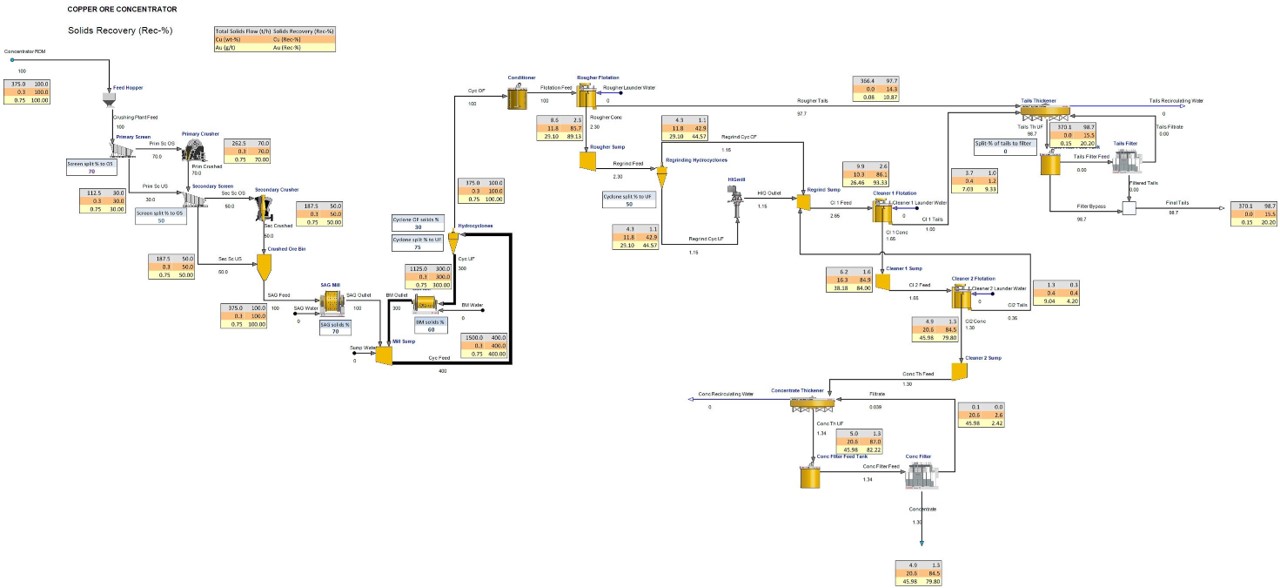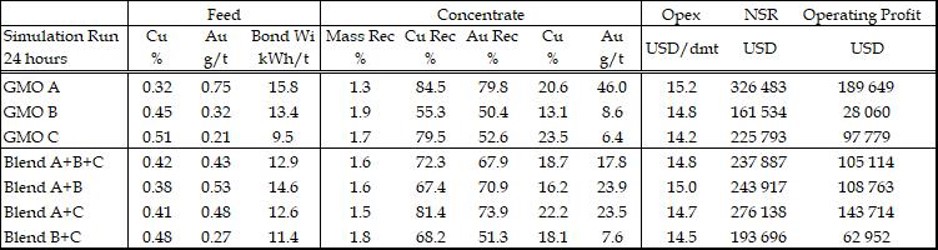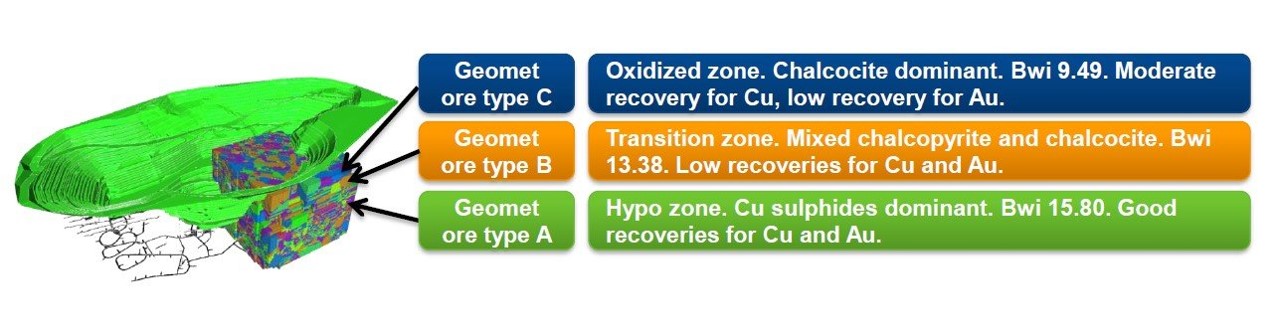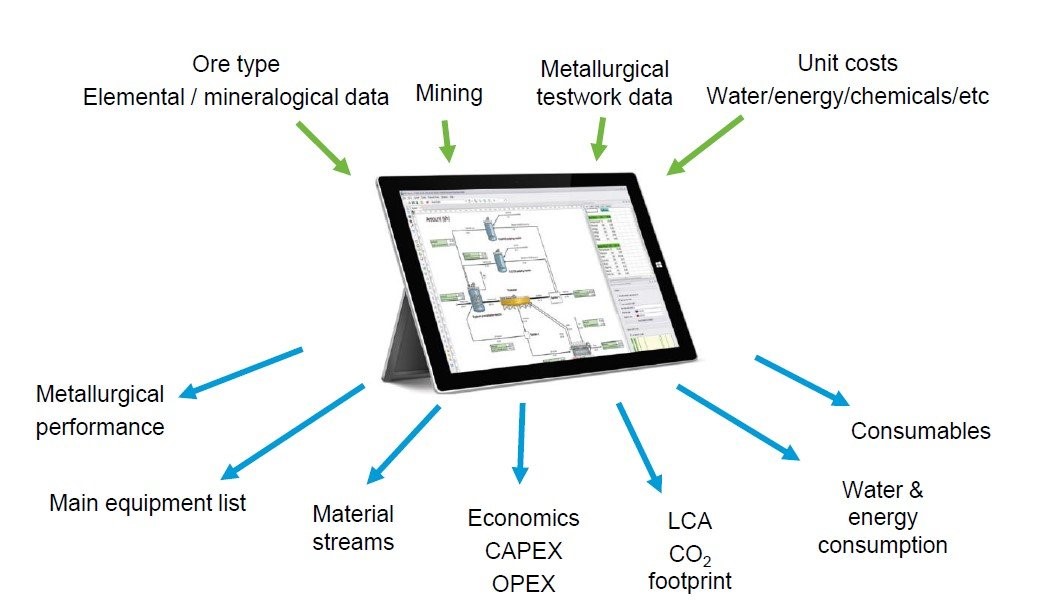
The co-operation with RMG started with process audits and mineralogical and chemical characterization of process samples. This was followed by detailed chemical and mineralogical characterization of six different ore types with simultaneous flotation test work. Based on the results, a preliminary geometallurgical classification of ore types was developed. The whole value chain was then modelled in Outotec HSC Chemistry 9 software to optimize the process design and improve the efficiency and value of production.
Geology at Madneuli and Sakdrisi
According to a technical report by RMG (2016), the copper–gold mineralized domains at Madneuli and Sakdrisi are hosted by an upper Cretaceous sequence of volcano-sedimentary rocks.
The Madneuli deposit is characterized by a north–east trending dome, with the limbs of the dome dipping at between 10 to 40°. Several steeply dipping faults occur throughout the deposit. The layers of rock are mainly composed of rhyodacitic pyroclastic rocks, with the core of the dome comprising coarse-grained and medium-grained tuffs. These rocks are overlain by a package of alternating tuffs and tuffaceous sandstones. Hydrothermal alteration of the pyroclastic host rocks of the Madneuli deposit includes silicification, chloritisation, sericitisation and sulphidisation. The altered zones are typically irregularly shaped, and the degree of alteration is strongest in the core of the dome, decreasing towards the marginal zones.
The Madneuli deposit displays three mineralization styles: vein-disseminated, breccia and massive stockwork mineralization. Most of the copper–gold mineralization is confined to areas of silica-rich alteration.