With the current drop in commodity prices, the mining industry requires innovative technologies and solutions that can reduce operating costs and a key area for improvement is energy savings. Outside the mining sector, there are technologies that can have valuable crossover applications. Of particular note are opportunities for technology and know-how crossover arising from the similarities between hard rock mining and industrial minerals industries. One such crossover technology from industrial minerals is the Outotec HIGmillTM, which was developed over many years with the primary design motivation being significant energy savings for the grinding of fine particles.
The following discusses the fundamentals of the stirred milling process and attrition type grinding, and why the unique HIGmill is fundamentally the most energy economical grinding mill of this type in the world today with the introduction of the latest GrindForceTM mechanism.
The Technology
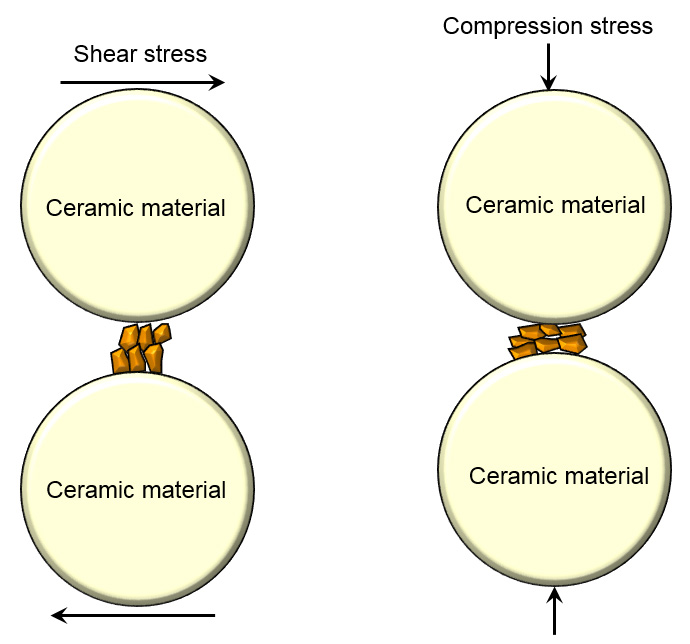
The HIGmill itself is a vertical, fine grinding, stirred mill comprising a drive train attached to a rotating shaft within a stationary grinding chamber shell. Attached to the shaft are GrindForce rotating grinding rotors, not flat discs like traditional stirred mills. These grinding rotors agitate and mix the bed of fine (2 to 6 mm) ceramic grinding media producing a highly efficient, attrition grinding environment. Attached to the shell are GrindForce counter stator rings, again unique to the HIGmill design. Feed slurry moves upwards and passes into the grinding zones between these stator rings and the wall lining.
Space around every rotational rotor can be regarded as a classification stage where coarser particles move towards the chamber walls while finer particles move faster upwards through the rotor openings. Due to the vertical arrangement of the HIGmill, classification is conducted simultaneously throughout the grinding process with larger particles remaining longer at the peripheral where there is a high concentration of media particles, while smaller particles move upwards. The stator rings create separate grinding zones around each rotor, and the HIGmill has between 15 and 20 of these zones, more than any other stirred mill on the market. In addition, these distinct stator rings force slurry and media to each grinding zone, eliminating any possibility of particle short-circuit or dead zones within the grinding volume of media which occupies between 60-70% of the total mill volume.
Physics
Ideas in physics can explain fundamental mechanisms of stirred milling, in particular the HIGmill which was developed over many years with the design motivation of power savings. This article goes back to the basics of physics to explain rudimentary principles of operation of the HIGmill and why the unique tubular vessel design with grinding rotors and stator rings operating in plug-type flow is ideally suited for efficient, stirred mill grinding of mineral particles in slurry streams.
Plug Flow
An appreciation of fluid mechanics plug flow theory, where there is essentially no back mixing with "plugs" of fluid passing through a tubular vessel, is helpful in understanding the important benefits of the HIGmill design. In fluid mechanics, plug flow is a simple model of the velocity profile of a fluid flowing in a pipe, where the velocity of the fluid is assumed to be constant across any cross-section of the mixing chamber perpendicular to the axis of the flow through the chamber. The fluid flow and mixing patterns occurring within the HIGmill grinding chamber can be considered analogous to a chemical engineering plug flow or tubular reactor. A tubular reactor is a simple continuous reactor where pumps deliver the reactants through the base of the vertical vessel, not unlike the slurry pumps which deliver material to the HIGmill.
Chemical engineering reactors do not meet ideal conditions of flow and mixing if the liquid dispersion deviates from ideal plug flow conditions and short-circuiting and dead spaces exist within the reactor chamber. Therefore, creating a stirred grinding mill, like the HIGmill, with the basis of a plug flow reactor, can eliminate mineral particle short-circuiting and dead zones within the grinding chamber volume. Further the plug flow design reduces unwanted back-mixing of particles, resulting in a more uniform final ground product with a steep product size distribution having as many particles as possible close to the target grind size (P80) as possible. A steep size distribution is very important in optimization of the downstream flotation or leaching process that follows a fine grinding unit operation, allowing optimization of metallurgical recoveries and grades.
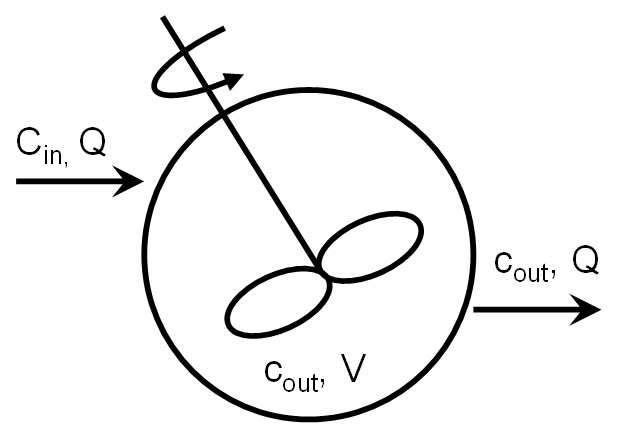
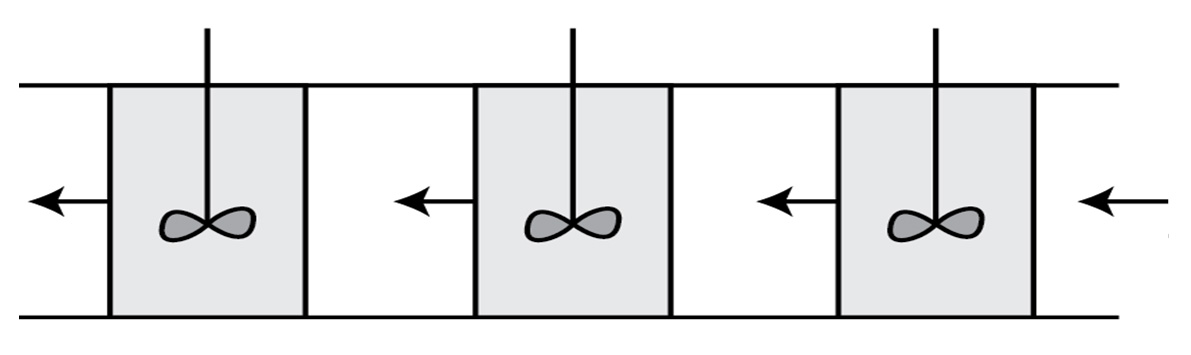
In theory to create perfect plug flow, an infinite number of continuous stirred tank reactors (CSTRs) are operated in series. A single CSTR assumes that the concentration of the inlet fluid is instantaneously mixed and is equal to the outgoing concentration exiting the single vessel (Cin = Cout). This is depicted in the Figure 1.