Since the flotation process is interaction between particles and air bubbles, the greater the concentration of hydrophobic particles and available air bubble surface, the more effective the process. In practical terms, the concentration of particles is limited to the maximum viscosity that allows a homogeneous distribution of ascending bubbles at a uniform rate and to the maximum acceptable hydrophilic entrainment in the froth. In turn, the amount of air is limited to the maximum flow rate that still provides a homogeneous distribution of rising bubbles without excessive turbulence and bubble collapse.
In order to optimize flotation for a specific aeration rate, the air sparging system must produce small bubbles. The small bubbles provide higher surface area, which is favorable for flotation kinetics. This effect has been shown in several studies. (Finch and Dobby, 1991; Gorain, 1997; Zhou, 1997)
In the past few decades, the main evolution of column flotation technology has occurred in the development of new sparger systems. Sparger systems are essential in pneumatic flotation since both aeration and particle suspension depend on them.
The main criteria to be considered when developing or choosing spargers are:
- the ability to generate appropriate air dispersion with small bubbles that will promote the desired flotation performance
- the reliability of operation, in order to guarantee that performance is consistent and stable
- the ease of maintenance, in order to reduce operation costs; this aspect involves regular inspections/calibration on site and the possibility to remove spargers for maintenance without interrupting column operation
- the ore features, especially particle size, in order to determine the best system for the application in question
Sparger types
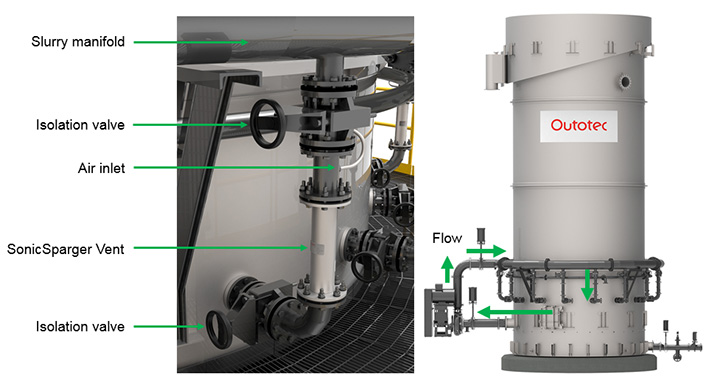
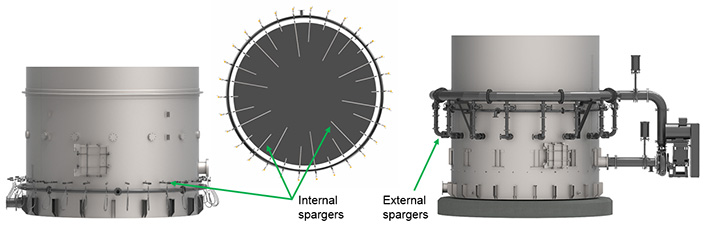
Column spargers can be classified according to either their position in the column or the phenomenon involved in bubble generation. In terms of position, they are classified as internal if they are inserted into the column, or external if they are assembled outside the column tank.
In terms of bubble generation principles, most commercial spargers for columns create bubbles either by cavitation, or by direct injection of air (jetting).
Jetting
In jetting techniques, air is injected into the column at high velocities and bubbles are formed by the intense shear of the air jet with the pulp (Finch, 1995). The higher the intensity of the air injection, the higher the number of bubbles and the smaller their size.