The Technology
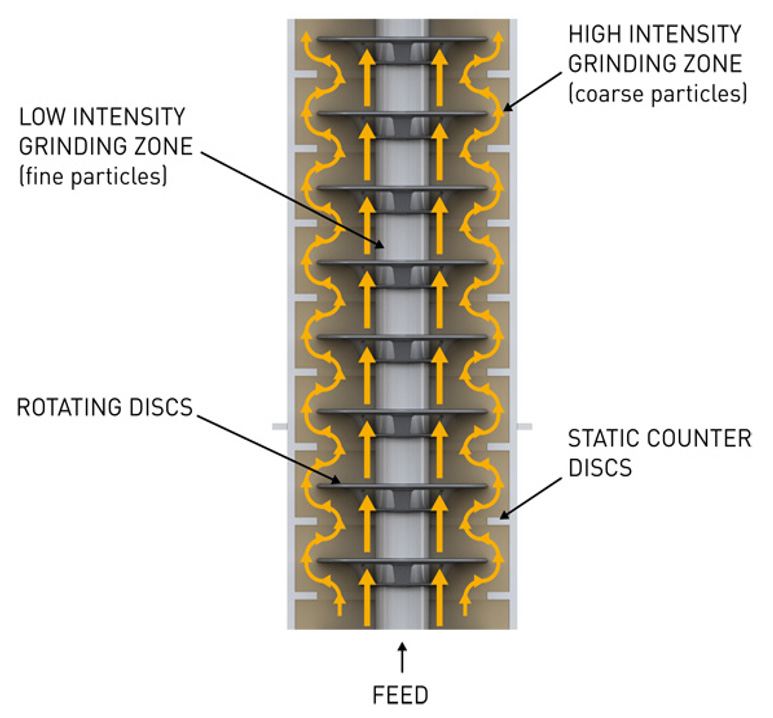
The HIGmill is a stirred mill, which has a stationary shell, with a rotating shaft and mixing elements to agitate the small diameter ceramic media. The slurry enters the bottom of the grinding chamber containing grinding media (beads) and rotating discs which provide momentum to stir the charge against a series of stationary counter discs. The particles are ground by attrition between the beads. As the flow transfers upwards, the ore slurry passes through the rotating discs and the free space between the static counter discs lining the wall (see Figure 1). Due to the vertical arrangement of the mill, classification is conducted simultaneously throughout the grinding process with larger particles remaining longer at the peripheral, while smaller particles move upwards. The process is typically a single pass with no external classification necessary. Gravity keeps the media compact during operation, ensuring high intensity inter-bead contact and efficient, even energy transfer throughout the volume.