Generally, impurities can be treated before entering the smelter, but intermediates or by-products can also be treated to provide an outlet. The pre-treatment of concentrates may be carried out to some degree with selective flotation, but partial roasting or hydrometallurgical treatment may be needed to achieve better selectivity. In the smelter, impurity behavior can be controlled with furnace conditions such as matte grade, oxygen enrichment, or fluxing practice, but if additional elimination is needed it can be carried out during dust treatment. Some impurities are challenging to remove during smelting and therefore have an influence on anode quality – bleed and proper handling is then needed in electro-refinery circulation. In the acid plant, mercury has a negative effect on acid quality and should be managed.
Opportunities for Impurity Management in Smelters

The tools for impurity handling should be determined using a case-specific approach because the combination of impurities and process configuration varies, meaning it is not possible to provide a universally optimal solution. The most critical impurity elements should be determined based on the feed composition, product quality requirements, and environmental limitations. To find the best solution for a given process, Outotec has state-of-the-art laboratories and test facilities with pilot plants in Finland, Germany, and Australia. In addition to or instead of test work, various types of numerical and physical modeling can be performed. Proper analysis of feed composition, possible test work, and numerical simulations provide a sound starting point for the sensitive technical and economic evaluations needed to provide optimal process selection in each case. Some solutions for impurity handling are presented in the next section.
Outotec solutions for impurity management
Pretreatment of concentrate with high arsenic levels can be carried out using partial roasting, a method adopted by Codelco DMH. In partial roasting, a fluidized bed roaster is used to clean impurities from copper concentrates. Arsenic in the concentrate volatilizes in the roaster, primarily as sulfide, at temperatures between 630 and 720°C with a suitable gas composition. In the gas cleaning section after dust removal with cyclones, the arsenic is post-combusted to oxide, which is then cleaned from the off-gas using high-efficiency scrubbers and wet ESP. The removed arsenic can be stabilized using the cost-effective Outotec ferric arsenate process or scrodolite process.
The Codelco DMH partial roaster has been shown to treat concentrate with approximately 3% arsenic content, producing calcine with an arsenic content below 0.30% with a concentrate feed rate above design capacity. Together with the effective arsenic removal, antimony is also removed with an efficiency of 60–70 %.
Treatment of various kinds of smelter dusts, including dusts from flash furnaces and converting, can be performed either hydrometallurgically or pyrometallurgically. The process selection is highly dependent on which impurities are the most problematic for the given smelter, while the dust mineralogy and composition is highly dependent on several factors including the process in use, the raw materials, and the operational conditions. Typically, complete impurity removal is not required; achieving a reasonable CAPEX and OPEX is more important.
General hydrometallurgical dust treatment consists of leaching, with the solution then led to copper recovery. The leaching residue is recycled to the smelter or preferably to a lead or zinc smelter, where these metals can be recovered together with any traces of gold and silver present in the dust. The best method and conditions depends strongly on the dust source as this has a significant influence on its solubility.

To remove arsenic from smelter dust, for example, two-stage leaching at atmospheric pressure and high temperature can be carried out. With crystallization the copper can then be recovered as copper sulfate, suitable for treatment in the smelter as a coolant, or with electrowinning after solvent extraction. The solution is then neutralized with lime, and arsenic is removed as gypsum precipitate.
For pyrometallurgical dust treatment, a partial roasting process for moderate arsenic concentrations has been developed in Outotec research centers. In this process, dust together with coal is granulated and fed to a bubbling bed roaster. By controlling temperatures between 900 and 950°C, the partial combustion of coal produces heat, while arsenates are reduced to trivalent arsenite. Off-gas is afterburned and dust is removed with ESP to be circulated back to the feed. Controlled cooling to around 150°C is then performed to condensate arsenic as trioxide for collection in backhouse filters. Roaster off-gas, containing about 5 % SO2, can then be led to the smelter’s existing wet gas cleaning and acid plant.
In the off-gas treatment of a smelter, without proper cleaning the sulfuric acid produced may be negatively affected by impurities such as mercury. Low-impurity off-gas may be treated with simple quenching – cooling – a final cleaning process in the acid plant’s wet gas cleaning where the main impurities are removed and dissolved or suspended in weak acid. If one or more of the impurities are in higher concentrations – such as arsenic, mercury, chlorine or fluorine – the plant layout needs to be more complex.
If the concentration of Hg in the off-gas is significant, separate removal is needed to avoid acid contamination. The most popular Hg removal process is Boliden Norzinc, in which gaseous Hg reacts with dissolved HgCl2, forming the solid mercury chloride compound Hg2Cl2. The process is performed in a packed tower irrigated with mercuric chloride solution, while solids are separated in a settling tank. With this method, a final Hg content of 0.3 to 0.5 ppm in the product acid can be achieved. Additional downstream removal is required if the Hg content in the produced acid needs to be below 0.1 ppm. This can be performed with a selenium absorbed filter or using a thiosulfate process.
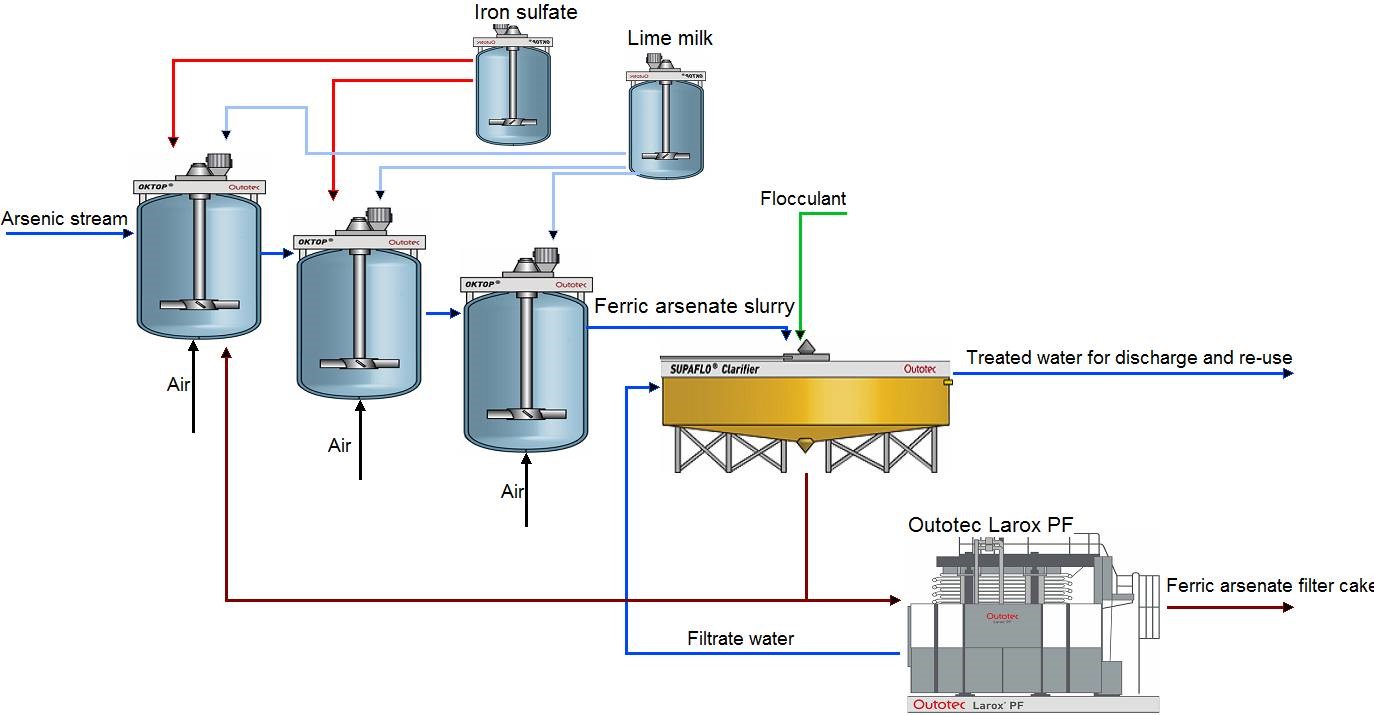
The effluents from the process containing arsenic need to be treated according to local regulations before discharge or reuse. Typically effluent impurity management is performed by oxidation, precipitation, and neutralization reactors, followed by solid-liquid separation. The ferric arsenate may be further stabilized in crystalline scorodite using Outotec hydrothermal conversion in an autoclave. The main effluent treatment, if needed, may be followed by additional separate polishing steps, for example additional co-precipitation with chemicals or electrochemical treatment.
Summary
The growing quantity of impurities in copper concentrates affects not only the final copper product but also the by-products such as sulfuric acid and slag. The option of adding impurity capacity and thus increasing value both through the received penalty realization of concentrates and the increased production of valuable constituents is a great opportunity, but managing the impurities correctly is a must.
Because every feed has its own distinct characteristics and each smelter has a unique flowsheet, Outotec addresses these challenges with a tailored solution for each individual case following its own specific requirements. The best route to follow is feed material characterization, possible solution assessment, and test work to confirm the solution selection.