Is your foundation strong enough?
Accurate, reliable, and highly available on-line measurements of all key variables are the foundation of process control. Good-quality process data is becoming essential in terms of ensuring continuous profitability, maximizing plant availability, and ensuring your process is robust enough to cope with operational and economic fluctuations.
Careful assessment and review of the current level and status of instruments, analyzers, sampling systems, and basic controls is advised before moving on to more advanced stabilization and optimization strategies or designs. Many flotation plants still use measurements that are either taken manually or based on operators’ observations and experience, but these measurements are often inaccurate or inconsistent because of human error, infrequency, and delays in analysis, meaning that you can’t use them reliably or effectively in automatic controls. Converting to automated measurement can quickly and easily deliver productivity improvements and therefore a return on investment, so this should be top of the priority list.
On-line elemental assays of different slurry flows are among the most valuable flotation process measurements. In particular, flotation feed, final concentrate, and final tailing concentrations provide essential information on overall plant performance. These locations should also be equipped to take proper metallurgical samples for accurate accounting and reporting purposes. Including additional sampling points from the intermediate streams of the circuit is highly beneficial and will provide the ability to understand and react in real-time to process changes, allowing performance management to be focused on specific parts of the circuit.
It is well known how important slurry particle size is for flotation, as well as the management and performance of many downstream processes. Despite this, information from on-line particle size analyzers is not that commonly used in flotation control, although on-line analysis of P80, full distribution, or fine material exists on the cyclone overflow line of grinding or regrinding circuits. This could be thought of as low-hanging fruit in terms of enabling incremental control improvements in flotation circuits.
In addition to sampling and on-line analysis, basic instrumentation needs to be in place and properly maintained. Slurry-level and airflow measurements in flotation cells, pH and sometimes Eh, reagent flows, sump levels, and slurry flow rates all form part of a solid foundation for both controls and operative analysis.
After measurement comes control
Once you have a solid base of reliable and accurate on-line measurements, you’ll be able to control your key variables. Robust and properly functioning air and level controls are needed in flotation cells for stable flotation and to achieve targeted performance levels over the long term. Poor level control is highly detrimental and can result in a variety of problems, including a high variance of grade and recovery, oscillating circulating loads, sump spillages, and high equipment wear. Constant oscillations in slurry levels mean that froth depth is rarely at the optimum level for targeted results; large oscillations can even result in frequent stoppages in concentrate production when the froth is not moving over the lip due to too-low slurry levels.
When seeking to improve level control, the first step is to check that your instruments are fit for purpose and well maintained. Traditional ball-float instruments may have issues with unreliable level readings due to scaling, dense and sticky froth, or changing slurry density. One remedy to such issues is the Outotec® LevelSense system, which improves slurry-level measurements with an easy-to-install probe combined with electrical impedance tomography (EIT) based technology that uses conductivity. The system is not sensitive to changes in slurry density or dense froth and can manage scaling with basic maintenance practices in place.
Once your level measurements in your flotation cells are functioning correctly it is important to tune the loops properly to track the level set-points as accurately as possible. It is also good to remember that sometimes the issue is not related to the measurement equipment but rather to the control valve instead. It is typical to see valves that are either too small (especially if plant capacity has been increased without reviewing the valves) or too large; wear and scaling are also common causes.
One well-known disadvantage of individual level-control loops in a bank of tanks in series is that a controller does not have information about upstream disturbances and thus the disturbance cannot be compensated for before it affects the process. Another disadvantage is that as there are usually several flotation cells in series, adjustment of the outflow level valve in an upstream cell results in a disturbance in downstream cells.
To overcome disadvantages related to feedback controllers, a complementary feed-forward controller can be added to significantly improve disturbance compensation in flotation cell level control. Outotec’s ExactLevel controller includes a feed-forward controller with adaptive self-tuning. The controller compensates for disturbances in the slurry level by adding a feed-forward signal to each level-control loop from the valve-position changes of the previous cell. It is common to see disturbance-rejection improvements of more than 30% with decreased valve movements.
Another important control in flotation is air addition to each cell as it often has the fastest dynamic response, for example to the speed of the froth in the cells. It is important to ensure that airflow meters are working and correctly located and that control valves are working properly.
The difference between stabilization and optimization
Understanding the difference between stabilization and optimization is very important and the first step when flotation control improvements are considered. Often just stabilizing your process provides an opportunity to achieve higher recovery rates and higher plant availability without violating your minimum grade constraints because of decreased variance in your key variables; basically you have tighter safety margins and run the process closer to your target levels. Optimizing your process means even higher recovery because of better process conditions, with less turbulence, optimized reagent dosing, and constant mass pull, for example. But optimization isn’t possible without first stabilizing your process.
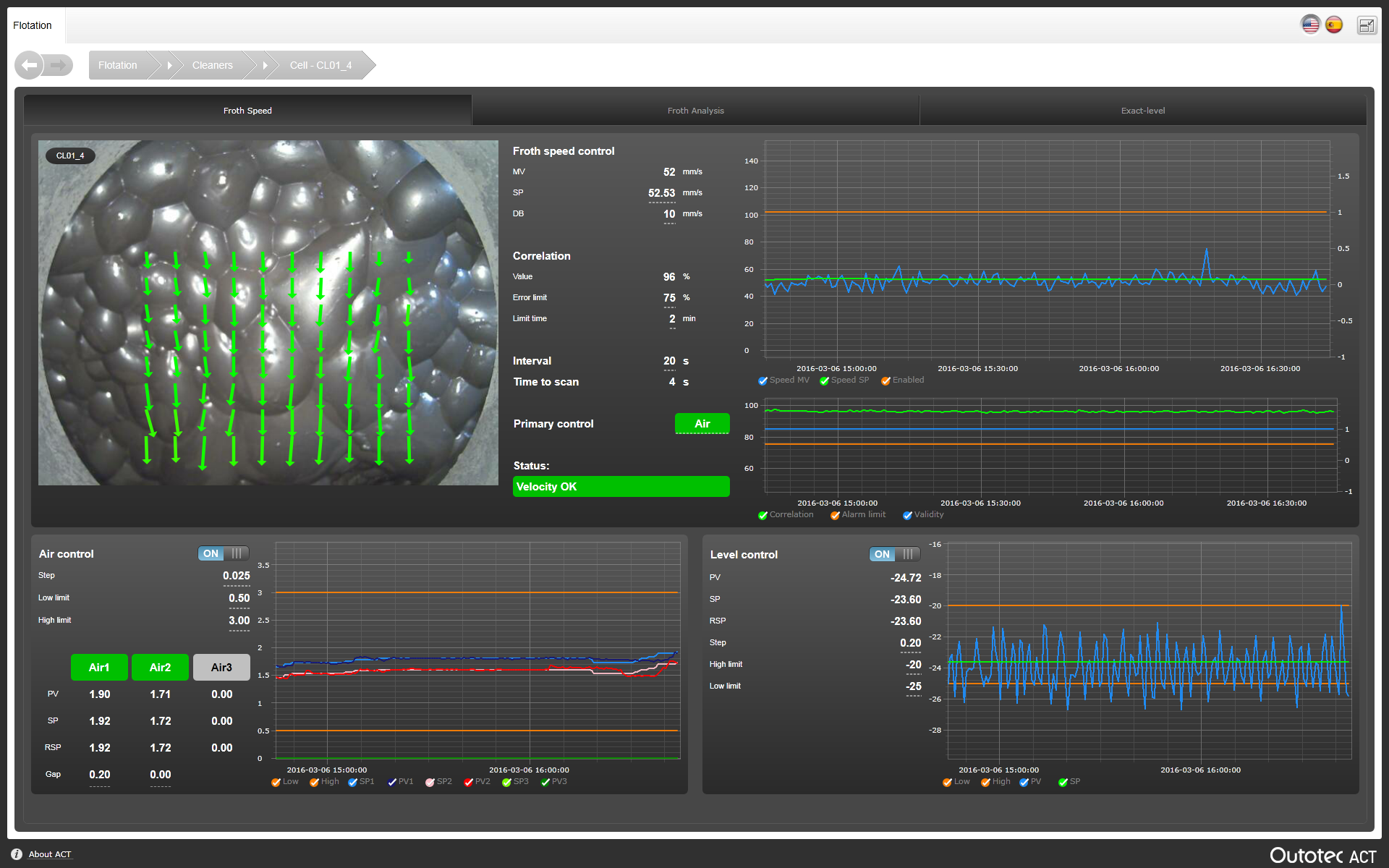
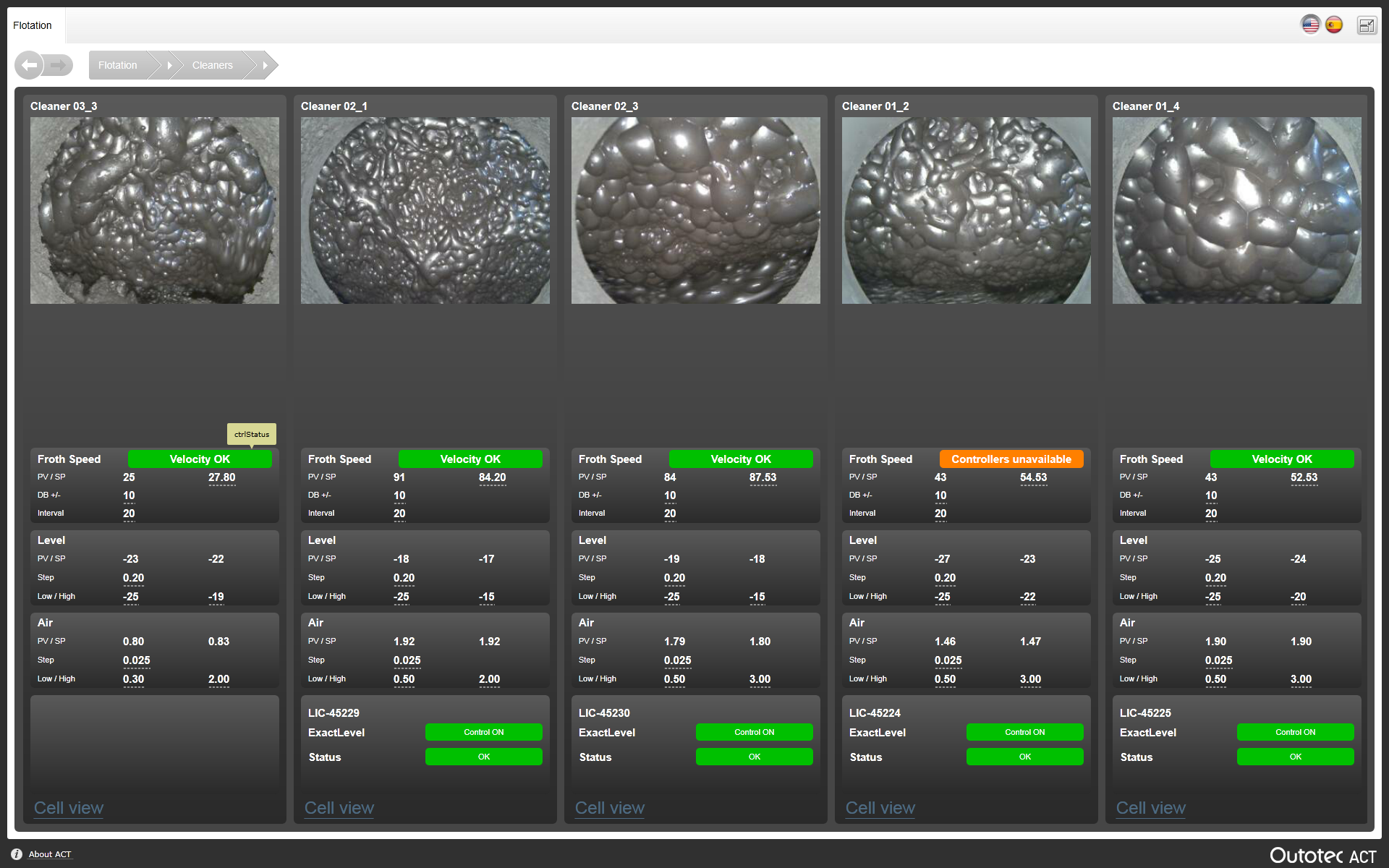
In addition to feed-forward level control, stabilizing the froth movement out of the flotation cells has become a very common method of ensuring a smooth flotation process. Stabilization is achieved by measuring the froth velocity at the cell lip with froth image analysis systems such as Outotec® FrothSense, then adjusting air and level set-points automatically based on the set-point defined by the operator for the froth speed. Stabilizing froth speed provides stability to mass flows, circulations, grades, and also recoveries. It also frees up operators to take care of other process-control tasks. Stabilization controls are typically implemented with the same multivariable advanced process control (APC) methods used for optimization. This enables a smooth rollout of stabilizing controls and optimizing control strategies using the same tools.