In 2018, a magnetite mine in Australia – a customer of Metso Outotec – reported that excessive manhours were being expended on the maintenance and repair of the filter feed pump glands in its Metso Outotec HM250 slurry pumps. The pumps were used in the mine’s dewatering process, in which excess water is removed from the magnetite concentrate after beneficiation.
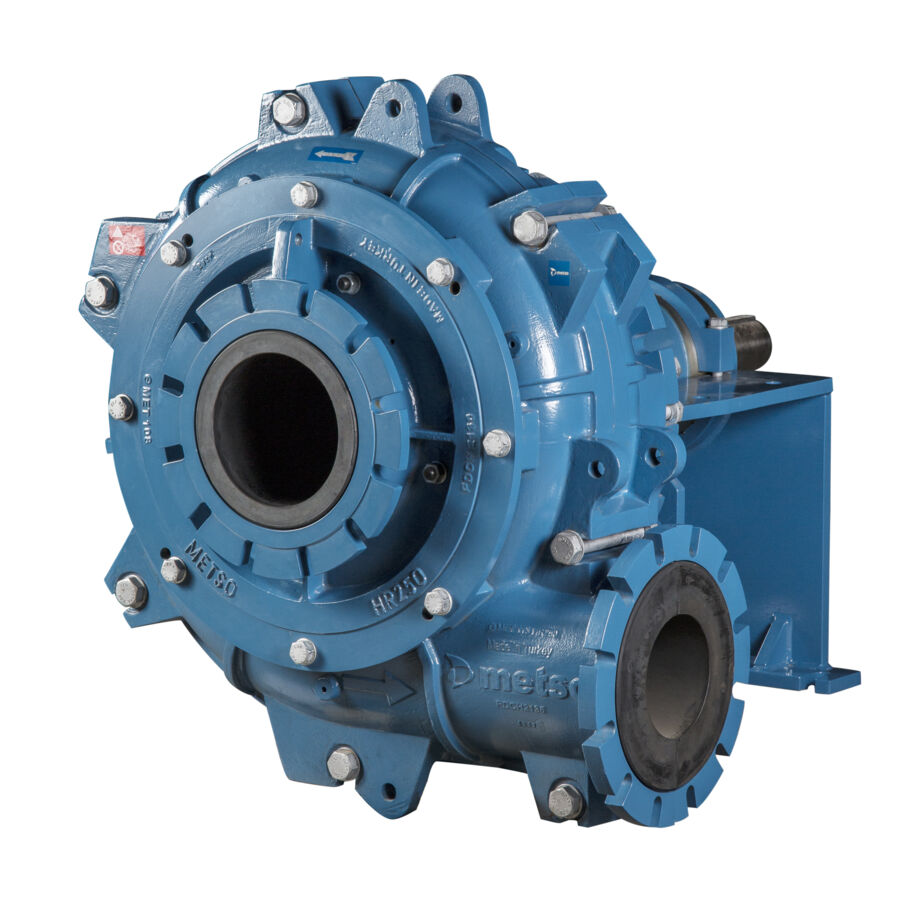
The HM series slurry pumps have been specifically developed to provide trouble-free operation and minimal downtime with long wear life, and have a reputation as reliable ‘workhorses’ in mineral processing applications. Metso Outotec sent representatives to the site for a full investigation to help diagnose and correct the problem.
Finding the root cause
The plant had undergone some changes since original installation, and as such pump duty conditions had also changed to align with updated plant requirements. Additionally, piping upstream of the pumps had been replaced.
During a week-long consulting engagement, Metso Outotec’s experts discovered that the upstream pipework had been replaced with a different third-party product from that which had originally been installed. With the newer pipes, the inner polyurethane lining of the pipes had been delaminating, and particles of the lining were mixing with the slurry and getting trapped beneath the back liners of the pumps’ impellers, wearing out the seals. This was found to be the chief cause of the need for excessive maintenance, as the debris needed to be constantly removed from the pumps, and damaged seals replaced. Damaged seals also often resulted in excessive water leakage.
The customer had already come to a similar conclusion and had installed trash screens upstream of the pumps to trap the debris, however they had only just been placed in service at the time of the site visit.