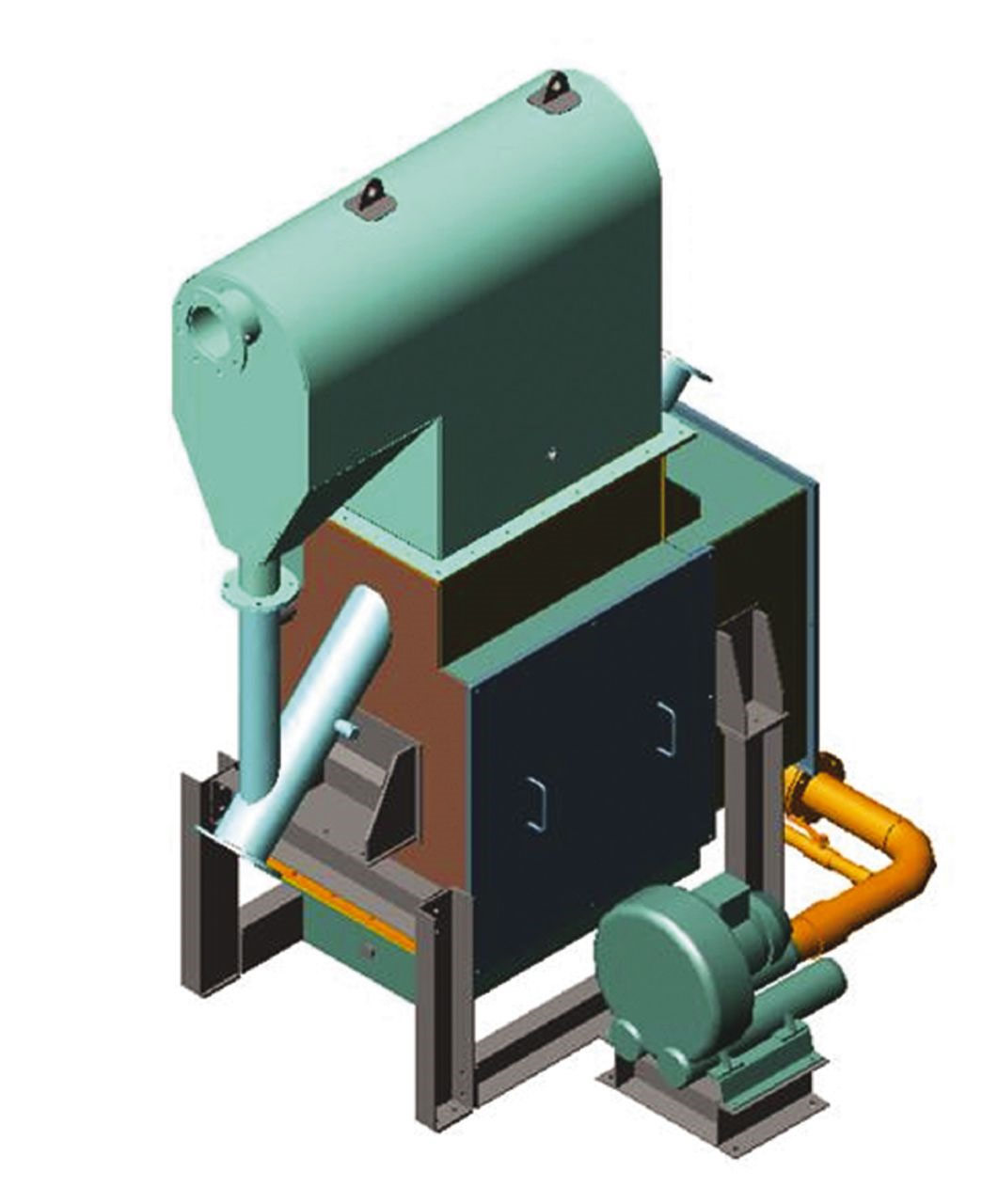
Fluid bed electric sand heater is a compact fluid bed system capable of heating small particle sized material. Designed to operate in lower through-put applications where traditional fluid bed technology is more costly, the electric heater has a low operating cost with no moving parts other than a fluidizing fan.
Metso electric heater advantage
Electrical heaters ranging from 67 to 330kW
|
Model Number
|
Max output [kW]
415VAC |
Max output [kW]
525VAC |
Fan [kW]
|
|
EH36
|
67
|
72
|
4.0
|
|
EH48
|
90
|
96
|
5.5
|
|
EH81
|
150
|
162
|
5.5
|
|
EH120
|
224
|
240
|
7.5
|
|
EH165
|
300
|
330
|
11.0
|
Contact our experts to learn more!
Your information is safe. Check our privacy notice for more details.
Thank you!
We will shortly contact you. You can send a new inquiry again after 15 minutes.